模具门壳注意点
- 模具门壳注意点:565冻门下脚料300一定要清理,否则会压料
- 排查门壳压印压膜的时候,上模和下模都要看看,不要只排查一处。
- 562冻门三序中置台记得下降,干别的型号记得升上去,三号中置站一定记得升起或下降!!
- 注意门壳不一定定位合适就好,可能左右没有翻边。比较明显的是压东西方向定位。
- 每一车都要用卡池量尺寸,注意端盖装配效果。
- 干洱海400后背板,自动换模要屏蔽四序,在冲床设定里关闭四序冲床,干完后背板记得把四序冲床打开。
- 单个冲床压,立式操作台要播到原点归零
常见故障原因及解决办法
- 机械手故障后背板容易挤料,即多张板卡在第一个中置台,原因是:上料没有靠北,后背板料一定要靠北。
- 如果遇到操作台无法回归原点,看看是不是换模开关没有关。
- 洱海400换模具注意料斗别挡,挡着下夹模器会导致自动换模失败。
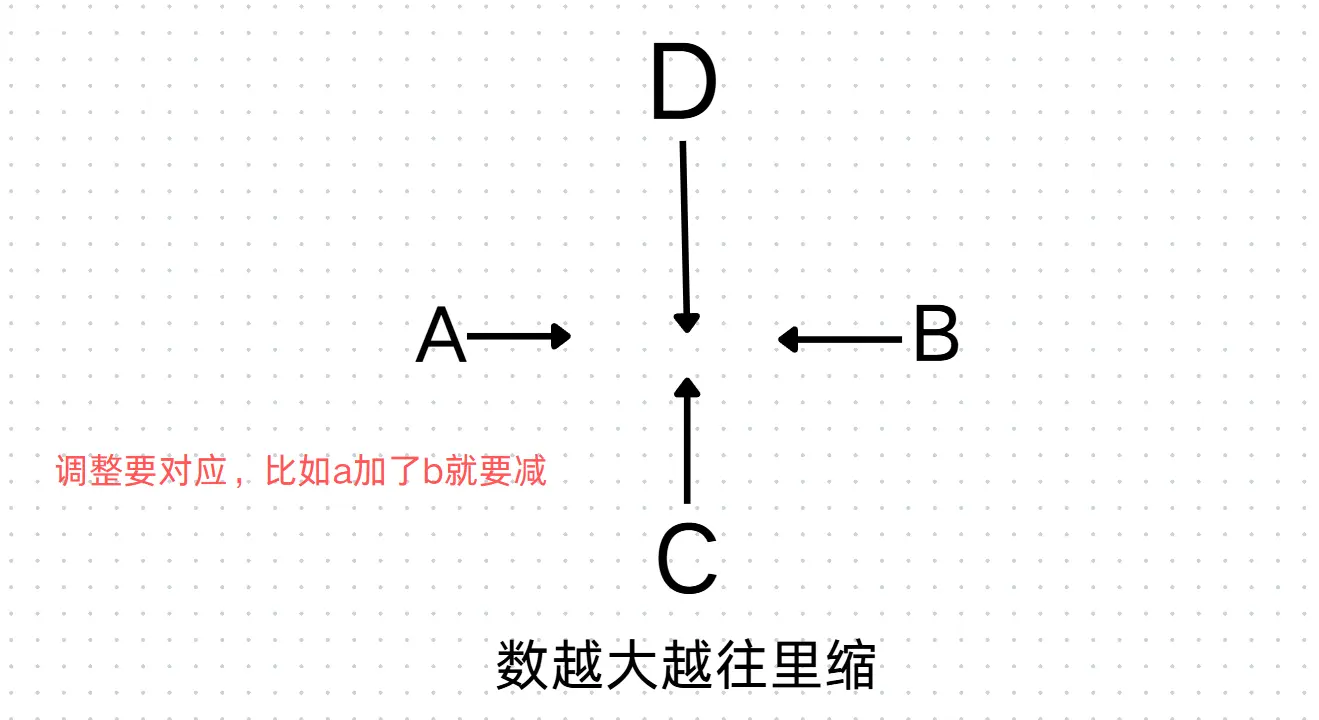
伺服电机调整策略
图1:中置台伺服调整位置
中置台伺服调整策略示意图
图2:拍料位调整位置
拍料位调整策略(南面前拍料位,背面后拍料)
- 拍料位调整策略:南面的叫前拍料位,背面的叫后拍料,调整策略同C、D轴策略。
板材位置放置基准
- 562藏、562冻、洱海400后背板都靠北侧。
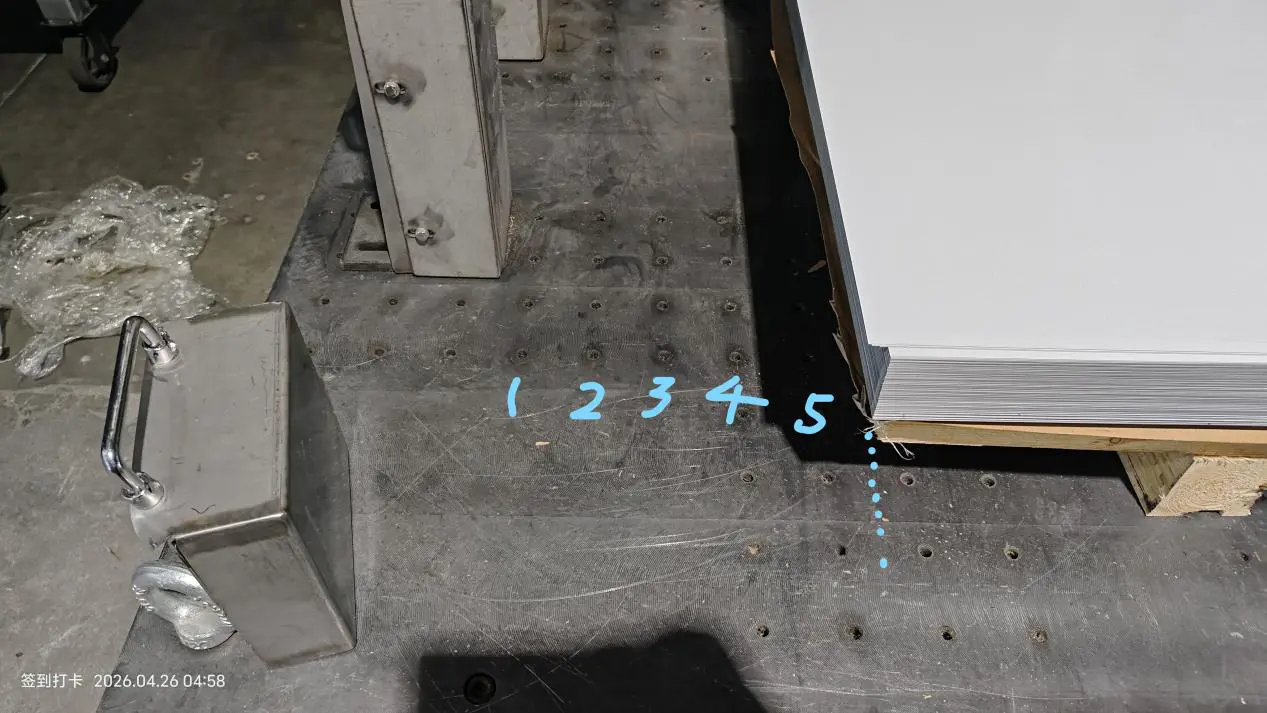
- 366放置:
图3:366北面放置基准
北面以蓝线为基准(磁铁南面第五排螺丝)
图4:366南面放置基准
南面以虚线为基准(磁铁以北第六排)
- 北面以蓝线为基准即磁铁南面第五排螺丝。
- 南面以虚线为基准,磁铁以北第六排